1) Thevaltavaeriarvoisuudeton hinta
Metarvitsee vain kuluttaanoin20–40 tuhatta Yhdysvaltain dollarialaminoitutuotantolinjakoon mukaanlaitteet. Minät ei voinut'ei olisi parempi meilleif se on kytkettykanssalasi reunojen kiillotuskonejalasipesukoneet, Tkanaa, voimme tuottaa korkealaatuistalaminoitu lasi suhteellisen pienillä investoinneillaJa joka maksaa sinulle takaisin hyvin nopeasti.
It-kustannukset140-350 tuhattaYhdysvaltain dollariaautoklaavin tuotantolinjaPVB-laminoitujen lasien valmistukseen, astuotantolinjan pitäisi ollayhdistettynätermostaattinen kammio, rullapuristimet, pesukone, reunojen kiillotuskoneet, lasinleikkauskone,ja toissijainengeneraattori. WOlemme erittäin vaarassa, jos investoimme niin paljon rahaa autoklaavin tuotantolinjaan, vaikka se maksaa itsensä takaisin paljon hitaammin.
2) Erilaisetkäsittelymenettelyt.
Thetoimintaprosessiautoklaavin tuotantolinja on monimutkainen,jatekniset vaatimukset ovat suhteellisen korkeat. Ensinnäkin,se on meiltä todella vaativaaleikatahaluttulasi
2 mm:n mittausvirheet, muuten kupla tulee esiin prosessissa.Ja sittenmeidän on käytävä läpi kaikki seuraavat toimenpiteet, kiillotusthereuna, lasin pesu, kahden lasin yhdistäminen kalvon avulla väliin, lämmitys ja valssaus kahdesti, reunojen tiivistys, muovaaminen autoklaavissa lämmittämällä ja puristamalla sekä lopuksi jäähdytys.OVain tällä tavalla voimme valmistaa laminoitua lasia.Bmutta koko prosessin loppuun saattaminen maksaa noin 6 tuntia ja on erittäin teknisesti vaativapäälläajan ja lämpötilan hallinta.OKun teemme virheen jossakin prosessissa, kaikkiponnistelu tuleeturhaan, koska kaikki lasit ovat hyödyttömiä.GHarvaan tahtiin kukoistava laminoitujen tuotteiden tuotantolinja on valtaamassa sen paikan.
Tprosessi hampaatlaminoitu lasin tuotantolinjaon melko yksinkertainen ja helppo hallita, ja tuotantotekniikka on helppo hallita.WIhanteellisen laminaattilasin saa imuroimalla ja lämmittämällä lasia laitteessa jälkikäteen.leikkaus, kiillotus, pesu, liimaus.Thekoko prosessi onPLCkäytetään niin, että voimme parantaa tehokkuutta ja saada halutun lasin.
3) Erilainenlaitteen käyttöteho.
PVB-laminaattied-tuotantolinjais voimaed by 500KW,so kulutuspäälläsähköon valtava ja vaatii yleensä muuntajan toimiakseen.EVA-laminoitu tuotantolinjaon yksinkertaistettu alhaisen sähkönkulutuksen ansiosta.It toimii30kw-75kW laitteen eri koon mukaan.
4) Erilainentuotantosykli ja tuotanto
Ilasin valmistukseen kuluu meiltä 6 tuntiaPVB-laminaatillaed-tuotantolinja. Whattu'pahempaa, meidän on sopeuduttavathejopa pidempään lasien lukumäärästä ja paksuudesta riippuen.ATämän seurauksena pystymme tuottamaan lasia vain kerran päivässä 400:lla㎡-600㎡lasi.
Opäinvastoin, lasin valmistaminen vie meiltä 1–2 tuntiayksiHALMAKEMINENlaminoitujen lasien tuotantolinjatLisäksi voimme jatkaa tuotantoa neljä kertaa päivässä.Takekeskikokoinenesimerkiksi -kokoisia laminoituja laitteita.Seon 2 metriä pitkä, 3 metriä leveä ja kolmikerroksinen.It tuottaa 54㎡ kerran kerran, 4 kertaa päivässä, niin voimme saada 216㎡lasia, jotta tuotanto on yhtä suuri kuin autoklaavissa, mutta kustannukset ovat alhaiset.Ijos tilaus on suhteellisen pieni, se on todellakannattavakanssaEVAlaminoitu tuotantolinja.
5) Tuotannon periaatteetlaminoitu lasion erilainen.
hampaatlaminoitu lasituotantolinjaomaksuu korkean lämpötilan ja tyhjiön periaatteen laminoitujen lasien tuotannossa.Perinteinen EVAKalvo on eräänlainen kuumasulatekalvo, joka sulaa korkeassa lämpötilassa. EVA-kalvo liimaa lasin tiiviisti yhteen.
Samaan aikaan TPU-kalvoa voitaisiin käyttää laminoituneessa lasissammekone.
Hkorkea paineautoklaaviPVB-laminoitu lasi käyttää yhdistettyä lasin lämmitystä ja korkeaa painetta laminoidun lasin tuottamiseksi.nYhdistetty lasi on ensin valssattava ja sitten laitettava lasiautoklaaviin, lisättävä lasin pinnalle ilmanpainetta. Lasiin kohdistuvan paineen on oltava yli 13 kg neliösenttimetriä kohden. Tarkoituksena on puristaa ilmakuplat pois yhdistetystä lasista. Samalla lasi on lämmitettävä korkeassa lämpötilassa. Näin voidaan valmistaa PVB-laminoitua lasia.
6) Laitteiden peittoalue on erilainen.
PVB-korkeapainetuotantolinja tarvitsee noin8M (N) *60M (L) -tuotantotila, kattaa suuren alueen ja tuotantoprosessi on pitkä.
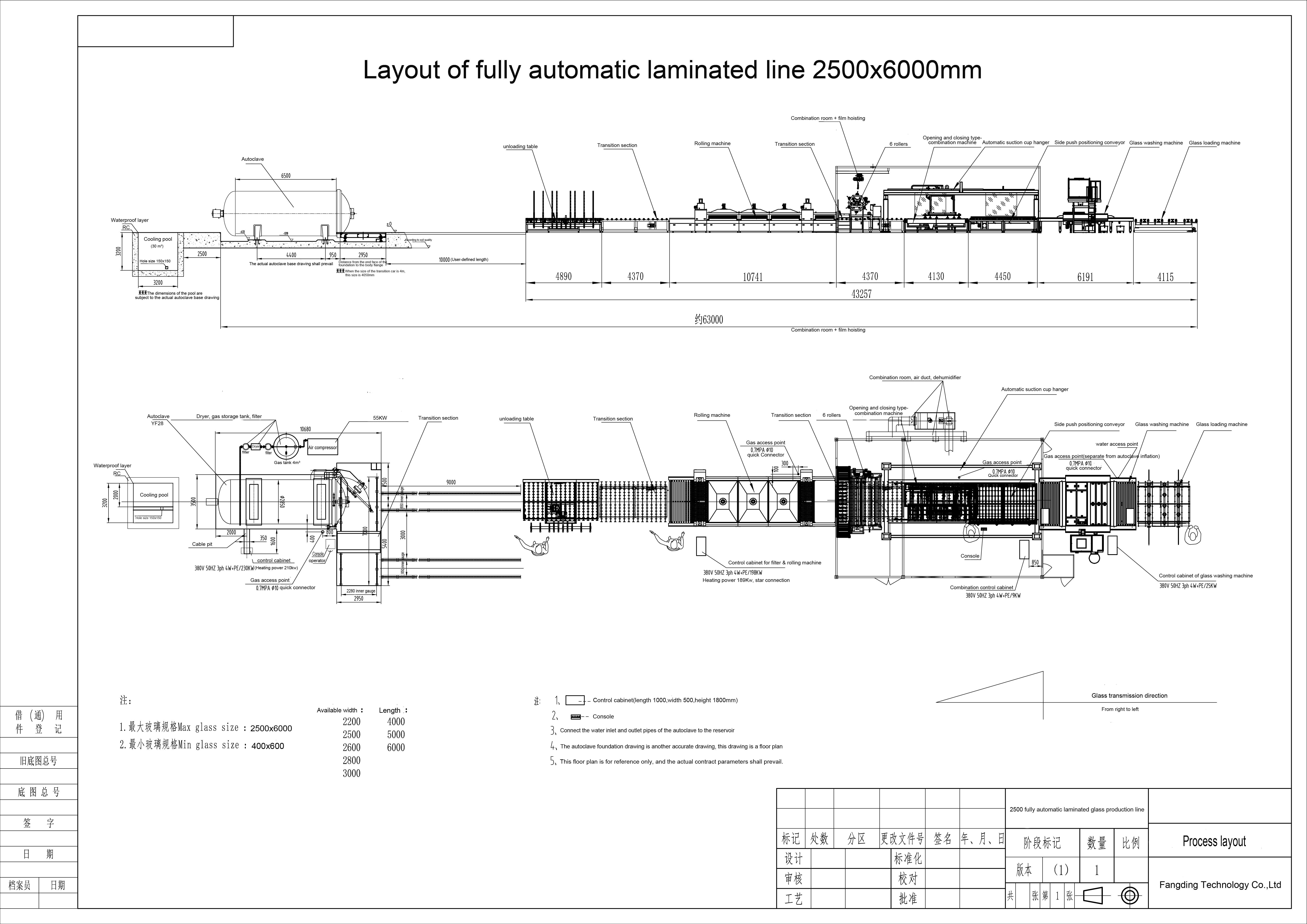
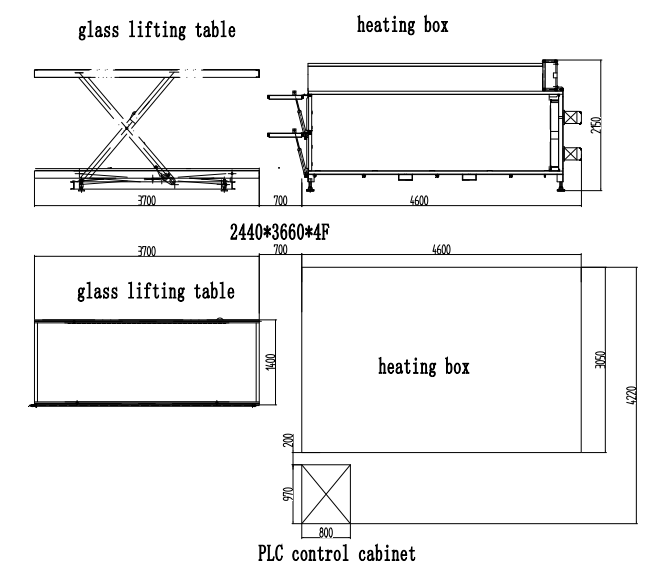
Meidänlaminoitujen lasien tuotantolinjan tarpeet5M (N) *10M (L) tuotantopaikka, kattaa pienen alueen, tuotantoprosessi on yksinkertainen ja helppokäyttöinen.
7) Laitteiden käyttöön tarvittavan työntekijän määrä on erilainen.
MeidänLaminoitu lasin tuotantolinja käyttää PLC-ohjausjärjestelmää, ja lasin tuotantoon tarvitaan yleensä kaksi työntekijää. Näin säästät työvoimaa ja rahaa.
PVB-lasin autoklaavin tuotantolinja on pidempi kuin EVA-laminoidun lasin laitteisto. PVB-laminoidussa lasissa on pääasiassa kolme osaa: korkeapaineautoklaavi, valssikone ja vakiolämpötilassa oleva huone. Joten laitteiden käyttöön tarvitaan enemmän ihmisiä.
8)Elokuvan säilytysmenetelmät ovat erilaisia.
Kalvo on yksi laminoitujen lasien pääasiallisista kulutusmateriaaleista. Siksi kalvo on tärkeä turvalasin valmistuksessa.
Normaalissa varastointilämpötilassa PVB-kalvot ovat tahmeita, mikä on ympäristölle vaativampaa. Kalvo on säilytettävä vakiolämpötilassa ja -kosteudessa. Siksi yritykset tarvitsevat erityisesti kalvoille rakennetut kylmävarastot, mikä lisää yrityksen tuotantokustannuksia.
Meidänelokuva(EVA)Normaaleissa säilytyslämpötiloissa se ei ole viskoosi, eikä sillä ole tiukkoja ympäristövaatimuksia. Ainoa vaatimus on, että säilytyspaikka on puhdas eikä korkeassa lämpötilassa.
9) Tuotteiden laatu on erilainen.
1. TheEVA-läpinäkyvyys on 90 %,tai niin, voidaan tehdä lasisia verhoseinäprojekteja, luodinkestävää lasia. turvaovet ja ikkunat laminoitua lasia, sisätilojen koristeellista laminoitua lasia, aurinkoenergialla toimivia akkuja laminoitua lasia jne.
PVB-laminoitu lasi on läpinäkyvyydeltään parempi kuin EVA, läpinäkyvyys voi olla yli 92%. PVB-laminoitua lasia voidaan käyttää autossa, lasiverhoseinäprojektissa, luodinkestävässä lasissa jne.
2. EVA-laminoitu lasi on PVB-laminoituun lasiin verrattuna erinomaisempaa sään ja veden kestävyyttä. Koska EVA-laminoitu lasi käyttää kuumasulatekalvoa, se voi tarttua lasiin paremmin. Tämä ominaisuus on tärkeämpi karkaistussa laminoituneessa lasissa. EVA-liimautumiskyky on parempi kuin PVB:llä.
3. Laminoidun lasin intensiteetti PVB > EVA. Mutta se on vain pieni ero. Ei ole väliä, onko kyseessä EVA-laminoitu lasi vai PVB.wjota voidaan käyttää arkkitehtoniseen lasiin, luodinkestävään lasiin, ovien ikkunalasiin ja niin edelleen.
10) Laitteet voivat valmistaa erilaisia turvalaseja.
1,Korkealaatuinenlaminoitu lasilaitteisto ei ainoastaan tuota arkkitehtuurilla laminoitu lasi, kaarilaminoitu lasi, luodinkestävä lasi, kuviolasi, aurinkokennolla toimiva laminoitu lasi ja taidelasi, kuten laminoidut kukat/kuvat/kangas/marmorilasi ja niin edelleen. LED-laminoitu lasi, yksityisyyslasi ja vaihdettava lasi.
2,PVB-laminoitua lasia valmistavia laitteita käytetään yleensä autojen tuulilasien, lasiverhojen ja luodinkestävän lasin valmistukseen. Koska PVB-laminoitu lasin tuotantoprosessissa on monia vikoja, kuten lämpötila ja korkea paine, jotka estävät taideteoksen mukaisen laminoitun lasin ja muun tyyppisen lasin tuotannon.
11) Tuotteen hinta on erilainen.
EVA-laminoitujen lasien tuotantokustannukset ovat huomattavasti PVB-laminoitujen lasien tuotantokustannuksia alhaisemmat. Koska EVA-laminoitujen lasien tuotantokustannukset ovat sekä sähkönkulutuksessa, ihmisten käytössä että tuotantoprosessissa alhaisemmat kuin PVB-laminoitujen lasien. Alla olevat tiedot vertailevat niitä:
12) Markkinoille soveltuvat laminoitu lasilaitteet ovat erilaisia.
Thehampaatlaminoitu lasilaitteisto, pieni investointi, pienempi sähkönkulutus, vähemmän työllistäviä, tuotantomäärää voidaan joustavasti säätää markkinoiden mukaan laajojen markkinoiden mukaan. Joten sitä voidaan käyttää useimmissa maissa. Se on erittäin hyvä sijoituskohde!
PVB-laminoitu lasilaitteisto, suuret investoinnit ja enemmän sähköä, suuri saanto, työllistää enemmän ihmisiä. Tietty markkina-alue. Yleensä käytetään suuremmassa väestössä, sähköenergian resurssirikkaat ja halvat resurssit, ja sitä käytetään suuremmissa maissa.
13) Laitteiden huolto on erilaista.
FANGIDNGLaminoitujen lasilaitteiden tuotantolinja on erittäin lyhyt, tuotantoteknologia ja laitteiden huolto ovat helppoja. Vaurioituneiden osien vaihto on yksinkertaista ja kätevää, ja huoltokustannukset ovat alhaiset.
PVB-laminoitujen lasilaitteiden tuotantolinja on pidempi, laitteiden huolto-osia on enemmän, huoltokustannukset ovat korkeammat. Ja varaosien saaminen markkinoilta ei ole helppoa.
14) Turvalasin käsittelylaitteiden turvallisuusaste on erilainen.
Laminoitujen lasilaitteiden käsittelytekniikkamme on yksinkertainen, laitteiden suunnittelu tieteellinen ja järkevä, melu on pieni ja turvallisuusindeksi korkea.
PVB-laminoitujen lasilaitteiden tuotantosykli on pidempi, ja koko lasikappale valmistetaan autoklaavissa. Kuumennettaessa PVB-kalvo tuottaa helposti palavaa kaasua autoklaavissa. Lasi on eristettävä puulistalla, joka syttyy helposti sähköllä, mikä aiheuttaa tiettyjä vaaroja.
15) Laitteiden rahtikustannukset ovat erilaiset.
Laminoitu lasilaitteistomme, joka on suunniteltu tieteellisesti ja kohtuullisesti maa- ja merikuljetuksiin, säästää rahtikustannuksia. Yleisesti ottaen yksi 20 jalan kontti voi kuljettaa yhden EVA-laminoitu lasilaitteiston ja tarpeeksi EVA-kalvoa, mikä säästää paljon rahaa asiakkaalle.
PVB-laminoidun lasin tuotantolinja on pitkä, erittäin painava, asennus on vaikeaa, kuljetuskustannukset ovat valtavat, mikä lisäsi huomattavasti tuotantokustannuksia.
16) Laminoitu lasi -laitteemme voisivat käyttää TPU-kalvoa TPU-laminoitujen lasien valmistukseen erityisesti luodinkestävässä ja tuulilasissa käytettävässä laminoitujen lasien valmistuksessa. Ne voisivat myös toimia autoklaavissa kaarilaminoitujen lasien valmistuksessa. Tämä on tehtaalle erittäin tärkeää.
Julkaisun aika: 30.7.2021


